
Thaïs Bertolus

Jarod
Kinney

Alexa
Steidl

Hana
Welsh

Maya Willis
This project is sponsored by A.C. Moyer Company.


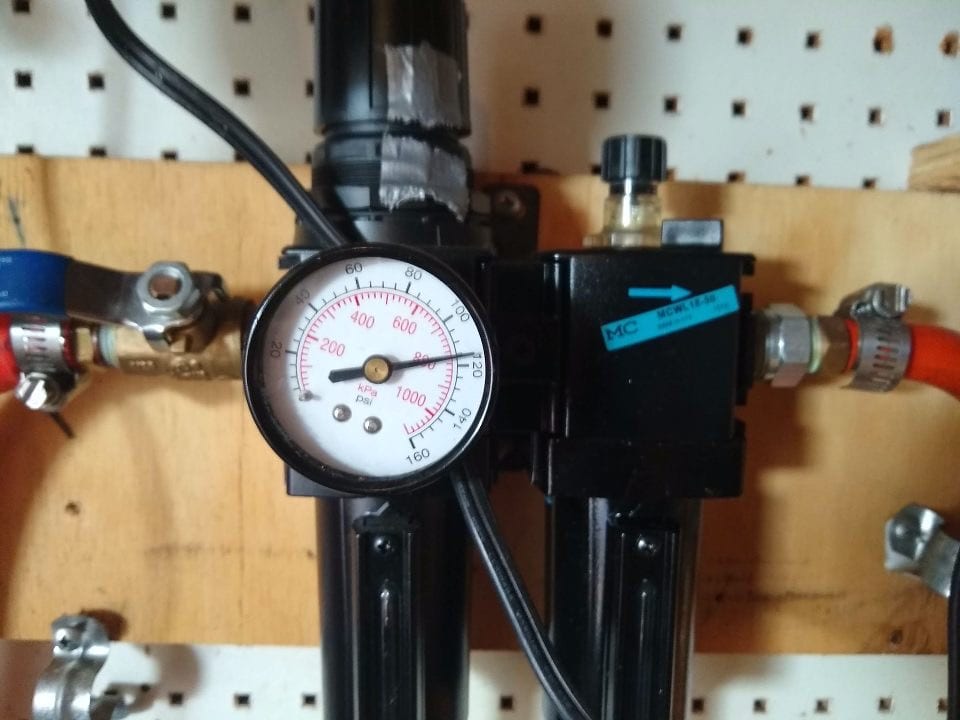
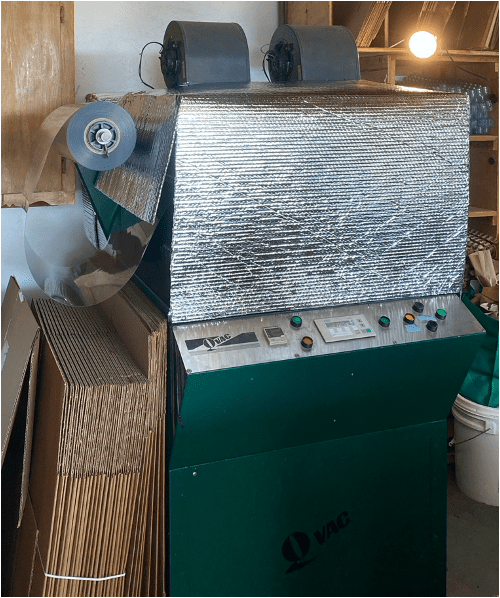
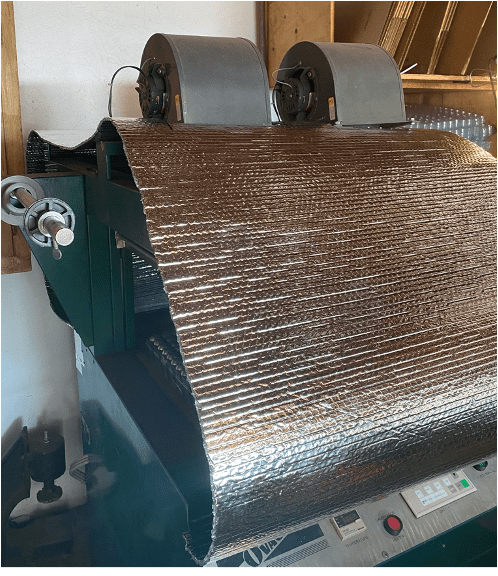
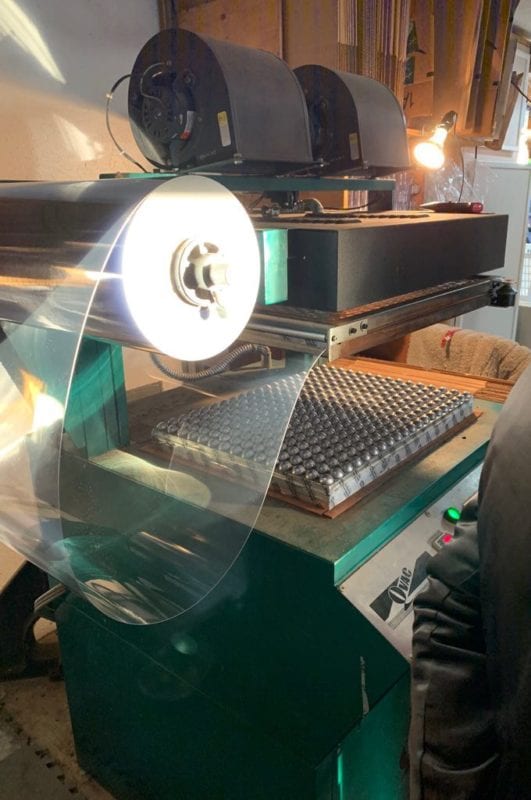
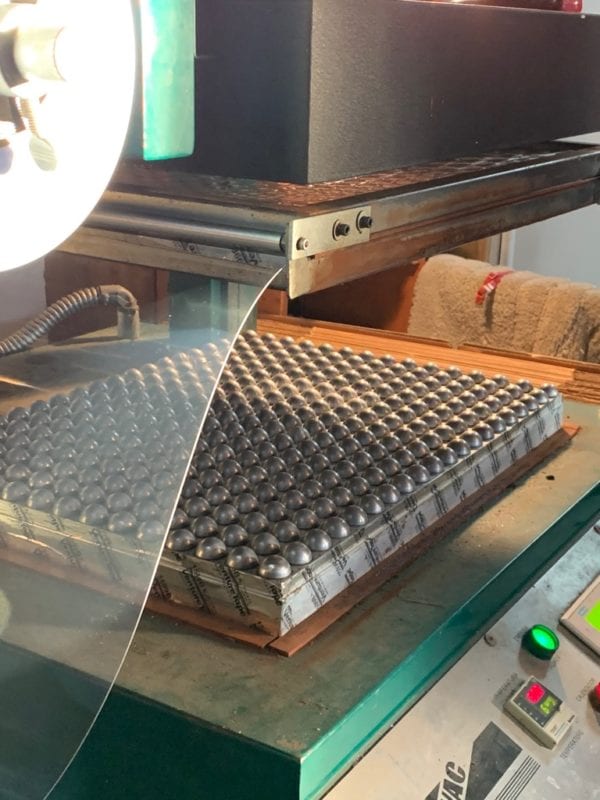
The thermoformer with insulation installed around the heating area
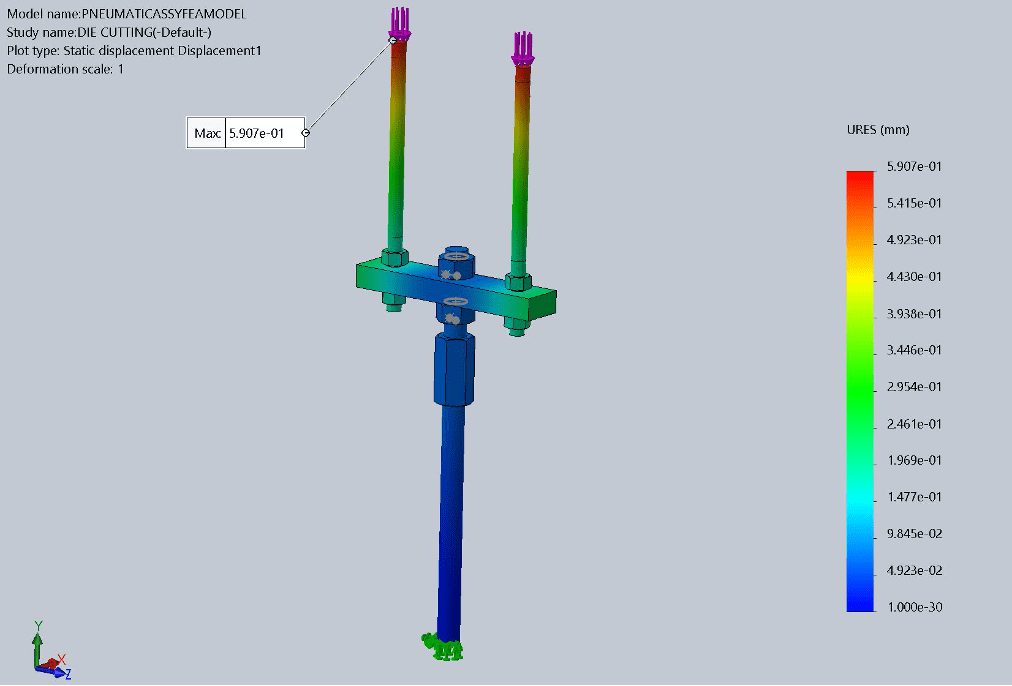
Deflection FEA Results
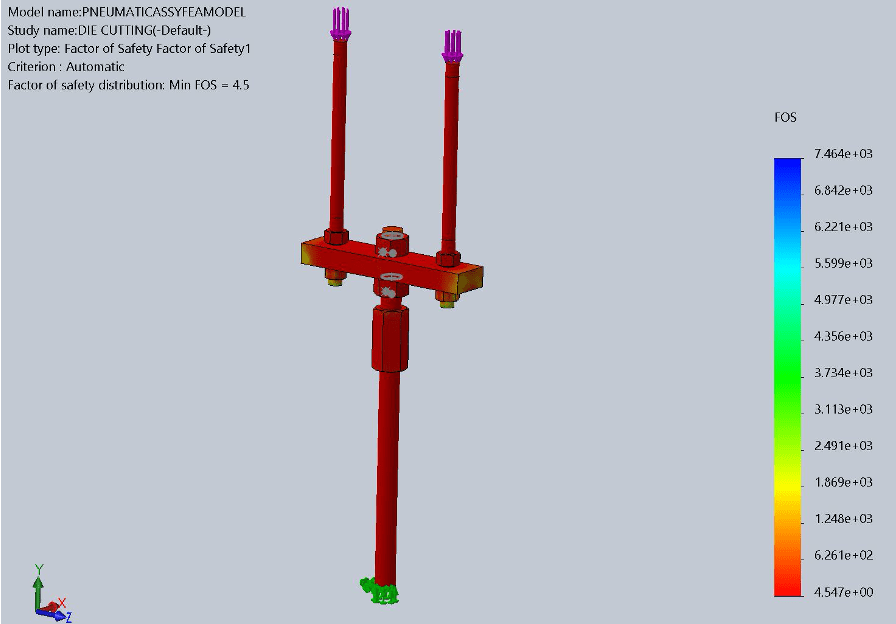
Factor of Safety FEA Results
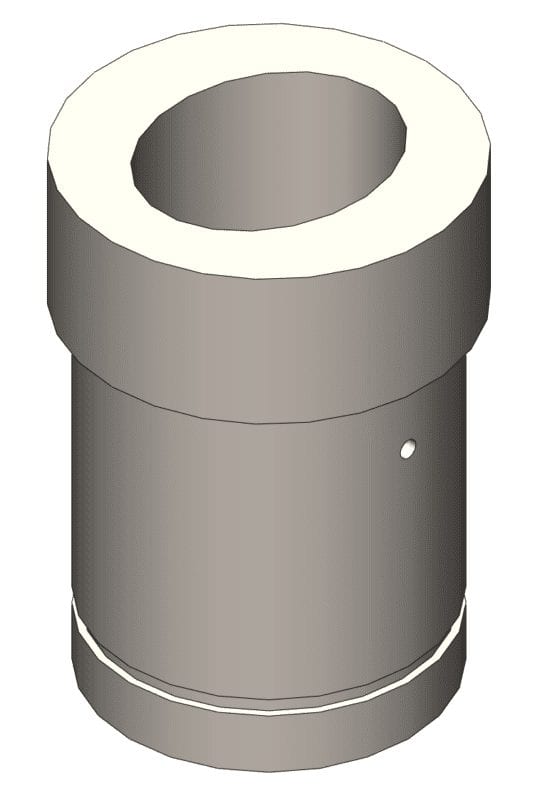
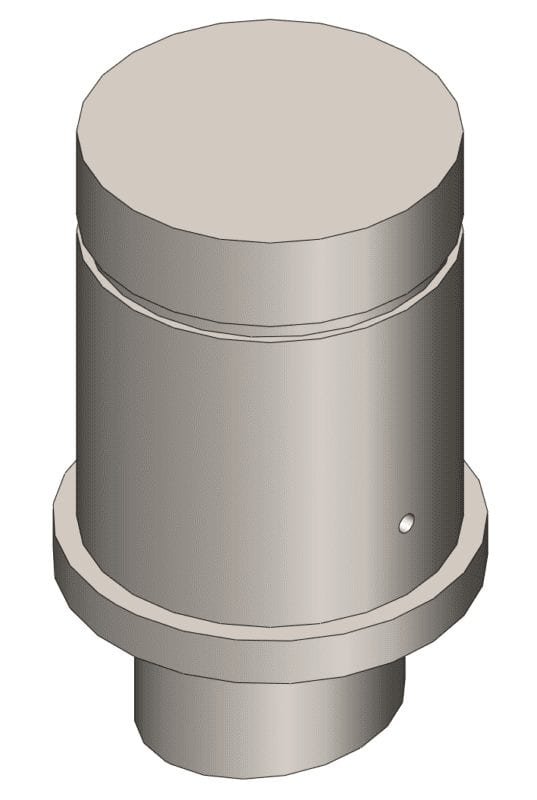

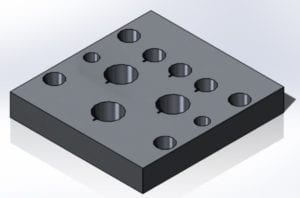

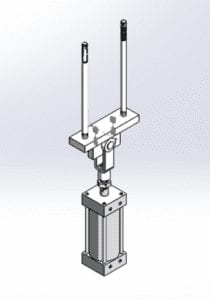
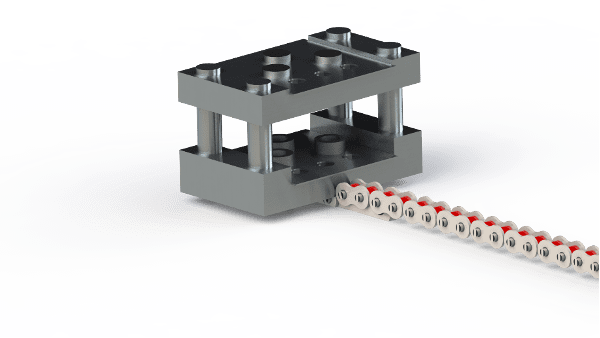
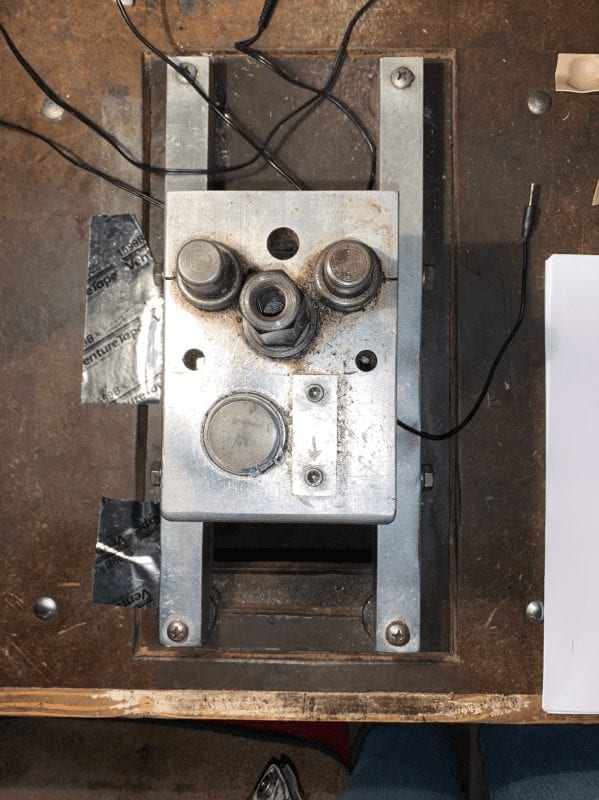
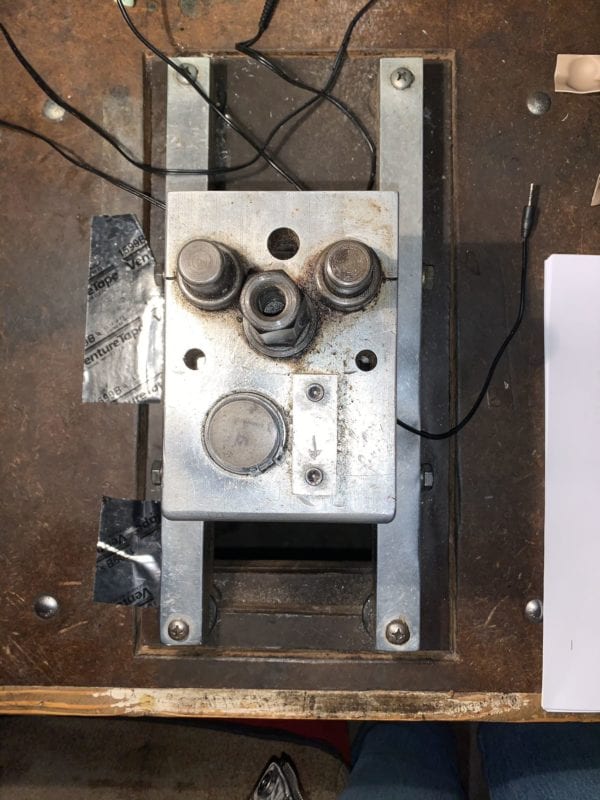
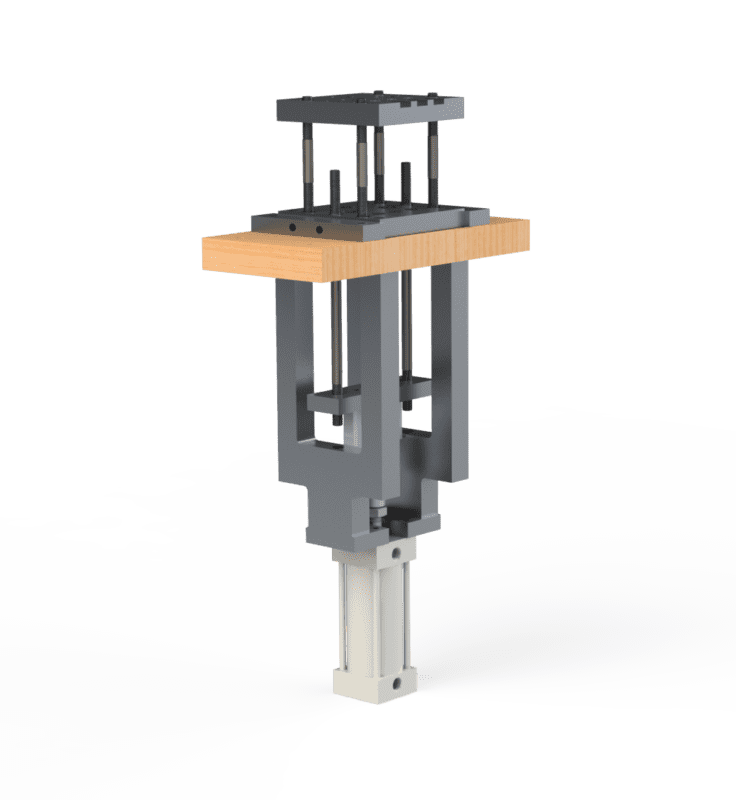
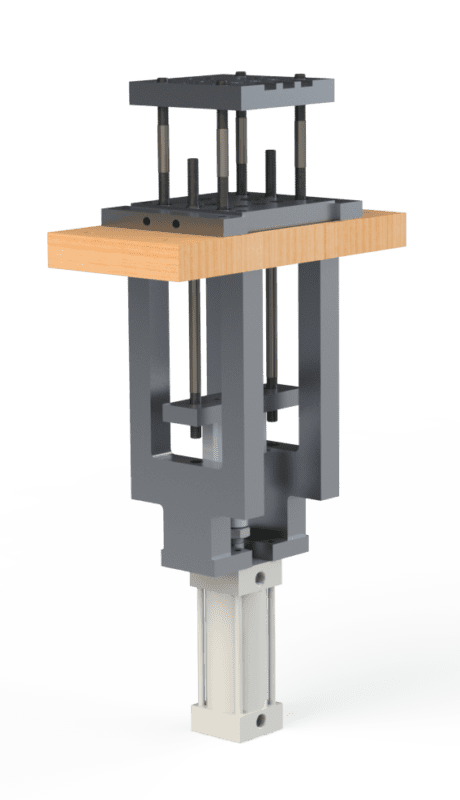
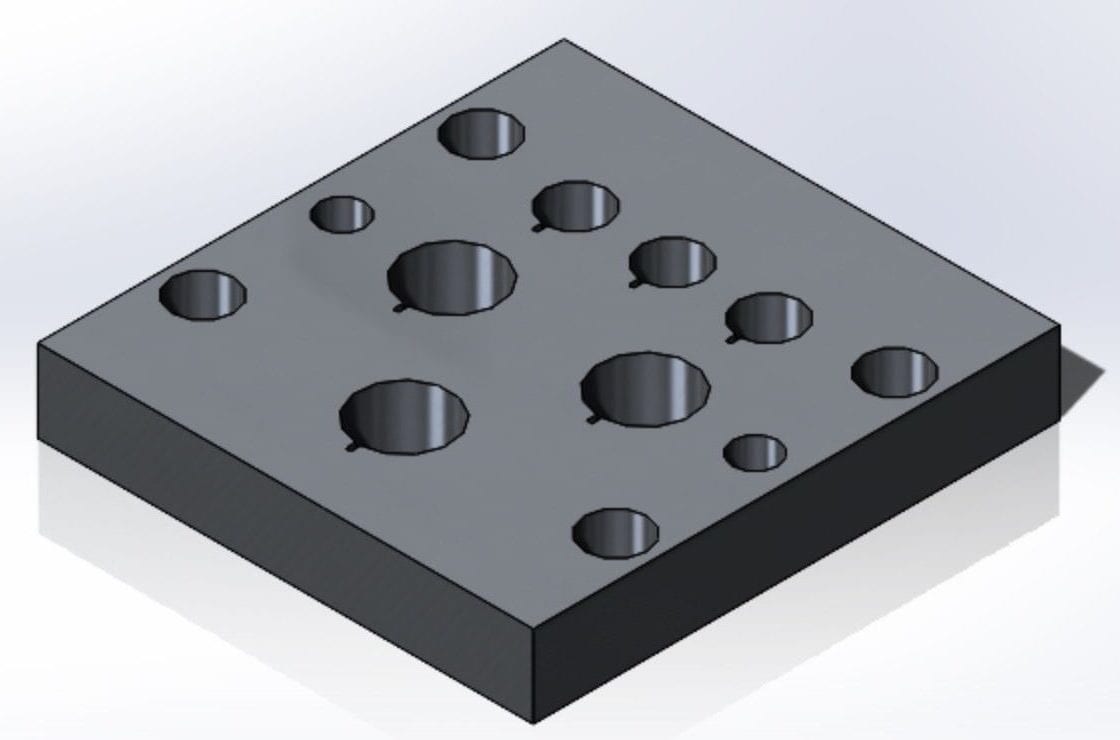
Newley Machined Dies
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}