Jason Johnson-Yurchak
Project Manager

Cole Sheedy
Solutions Analyst
")
Andy Wei
Data Analyst

Christian Berger
Communications / Data Analyst
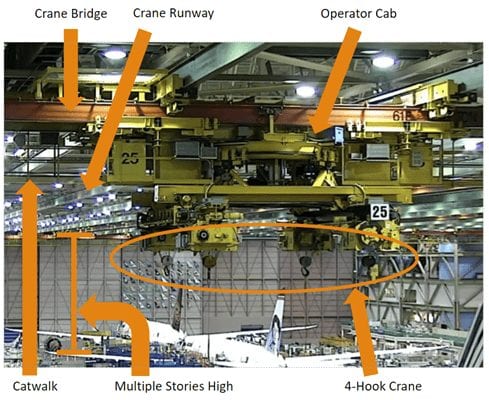


Boeing Overhead Cranes
This project is sponsored by The Boeing Company.