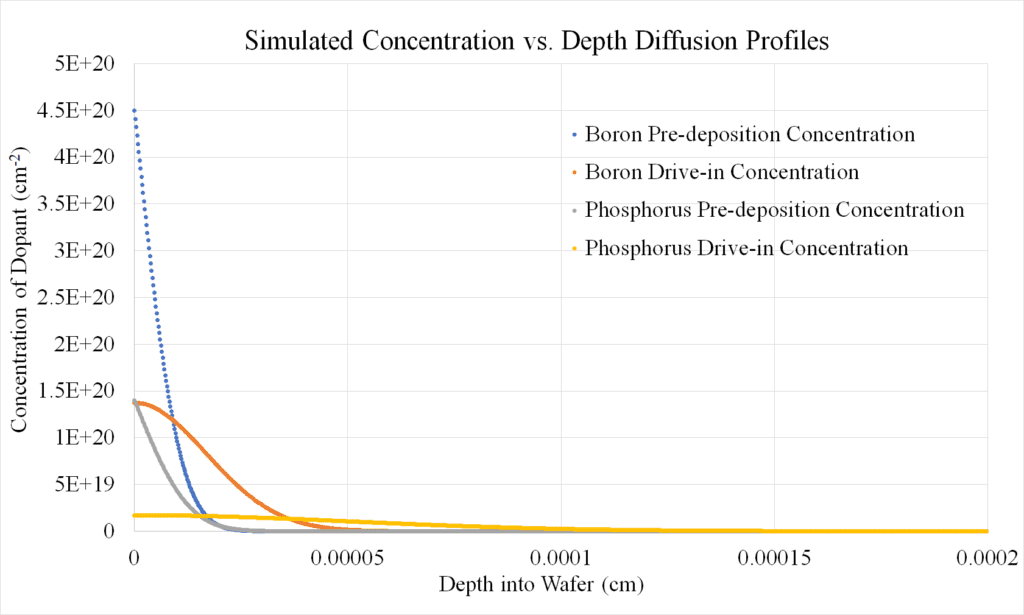

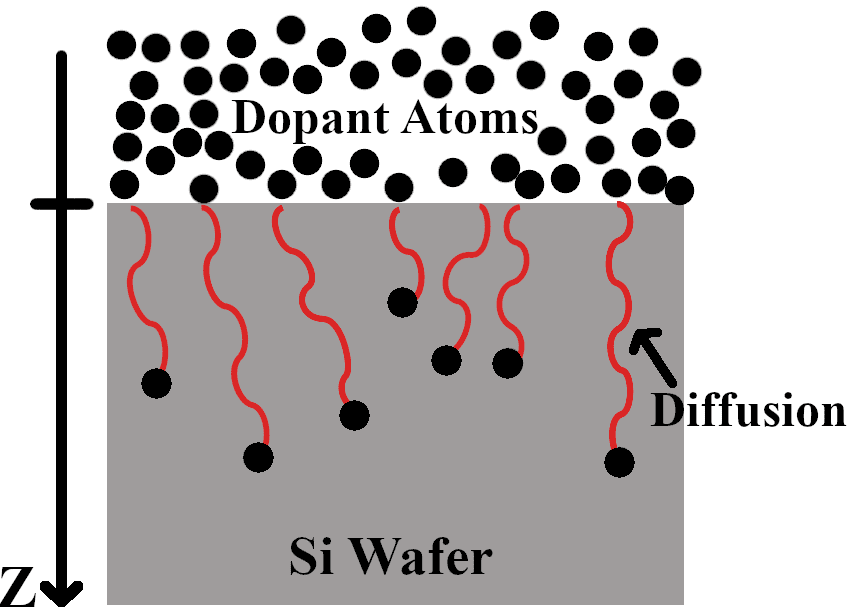
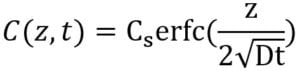
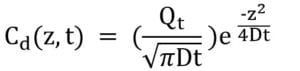
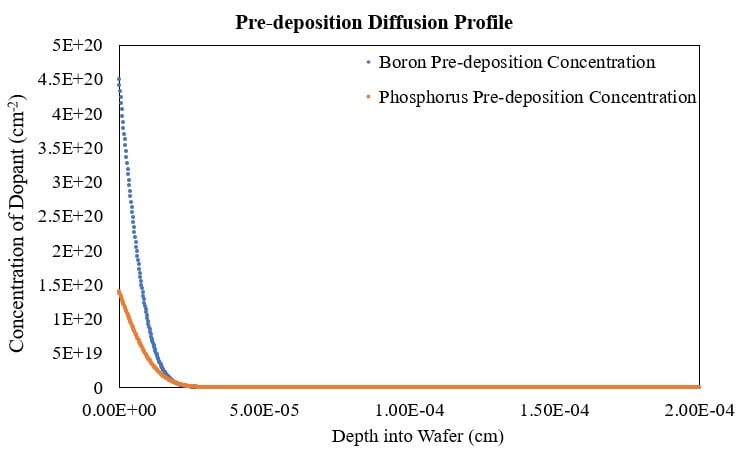
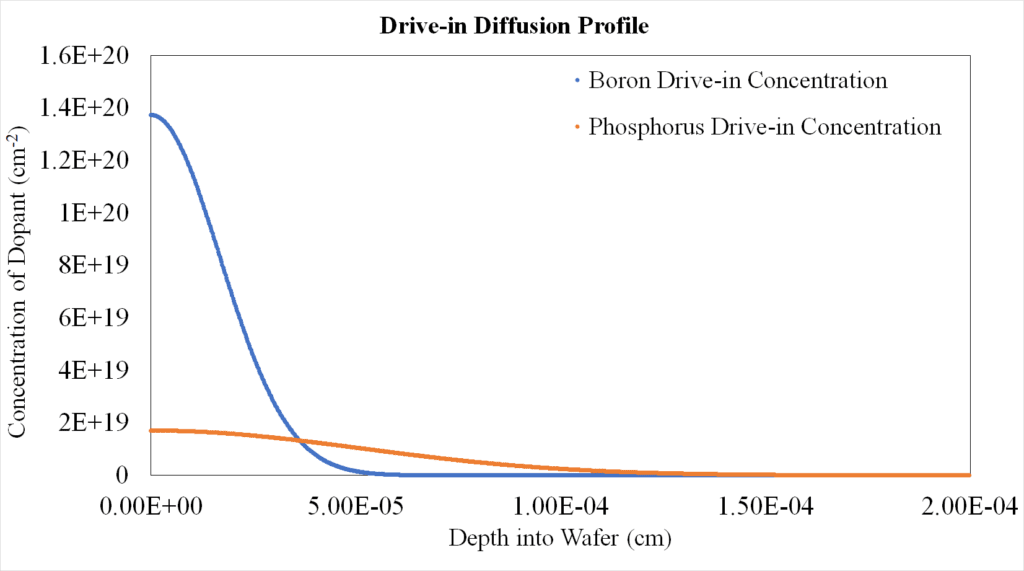
Using solutions of Fick’s second law, we can find the dopant concentration for both the pre-deposition and drive-in processes C and Cd , respectively.
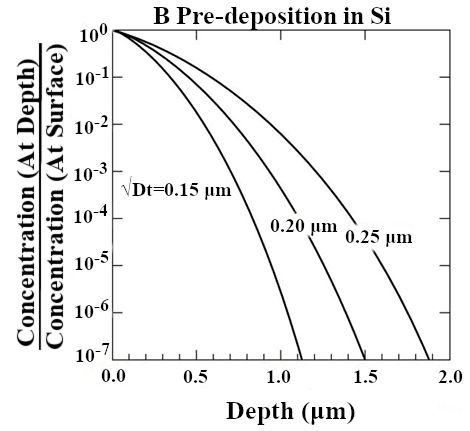
Pre-deposition concentration
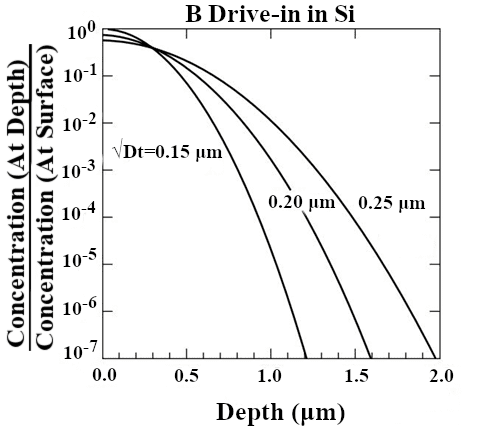
Drive-in concentration
Diffusivity at given temperature
![]()
where:
Cs = Surface concentration of dopant (0 – 8 × 10-4 cm-3 )
z = Distance from wafer surface (0 – 8 × 10-4 cm)
D0 = Maximum diffusion coefficient (0 – 3.9 cm2/sec)
k = Stefan-Boltzmann constant (8.6173 × 10-5 eV/K)
Ea = Activation energy of the vacancy/interstitial (Phosphorus: 3.66 eV, Boron: 3.46 eV)
t = Process duration (0.5 – 2 hrs)
T = Process temperature (900 – 1200 °C)
Assumptions:
○ Infinite and constant dopant concentration at the surface
○ Constant activation energy
○ No SiO2 growth during processing

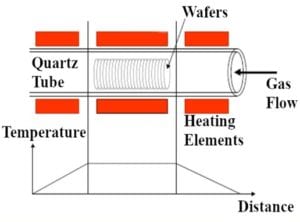
Bottom: Graph showing the relationship between the furnace temperature and distance along the furnace tube axis.5
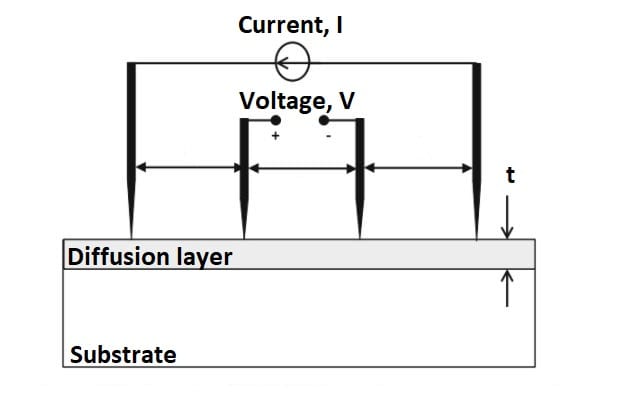
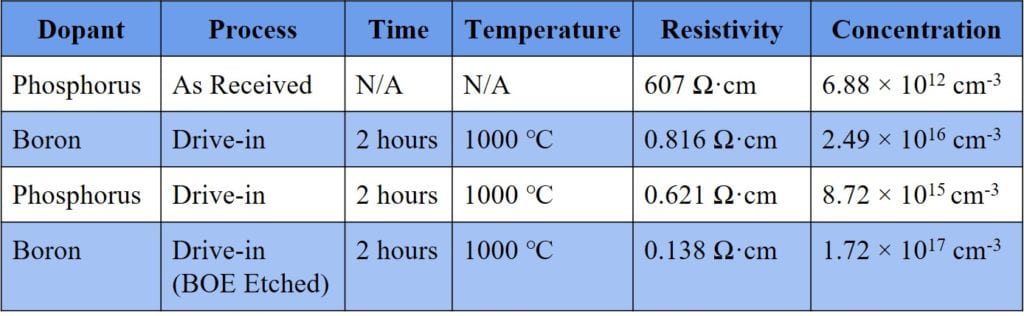
Sheet Resistance
where:
Rs = Sheet Resistance
V = Voltage
I = Current

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}