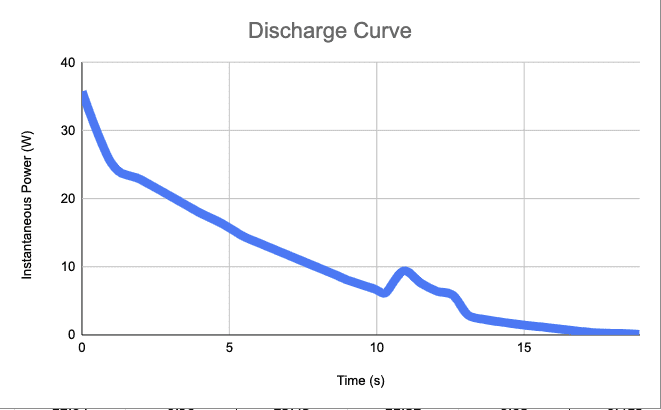
Maximum Power Output: This test was done to measure the amount of power that the system can supply instantaneously. The system should have the capacity to provide a larger output when necessary, but just for a shorter time period. This will determine what appliances the final design is capable of powering.
Result: We recorded a maximum power of 35 watts. This passed our testing criteria.
Sustained Power Output: The purpose of this test was to measure the amount of time that the system can provide a typical power output for. This system needs to provide power for an extended amount of time. As the rpm decreases, an acceptable power output should still be possible.
Result: We recorded that the system could provide a normal output for around 22 seconds. This was lower than expected due to the high amount of friction in the bearings.
Noise Measurement: This test was done to determine the noise output of the entire system when run at high speeds.
Result: It passed our testing criteria with a value of about 27 dB.
Power Loss: To determine the total length of time that the system can dissipate charge to the load without any additional power, we simply charged the flywheel and then let it decelerate to a stop.
Result: This test was below the expected value, with a time of 32 seconds.
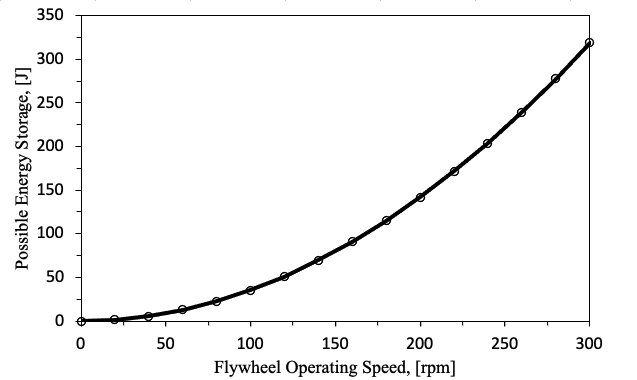
Storing Capacity: This test was done to find the total amount of energy that the prototype system can hold and output given our maximum rpm.
Result: We measured a total power of 211 J, which was more than we expected.
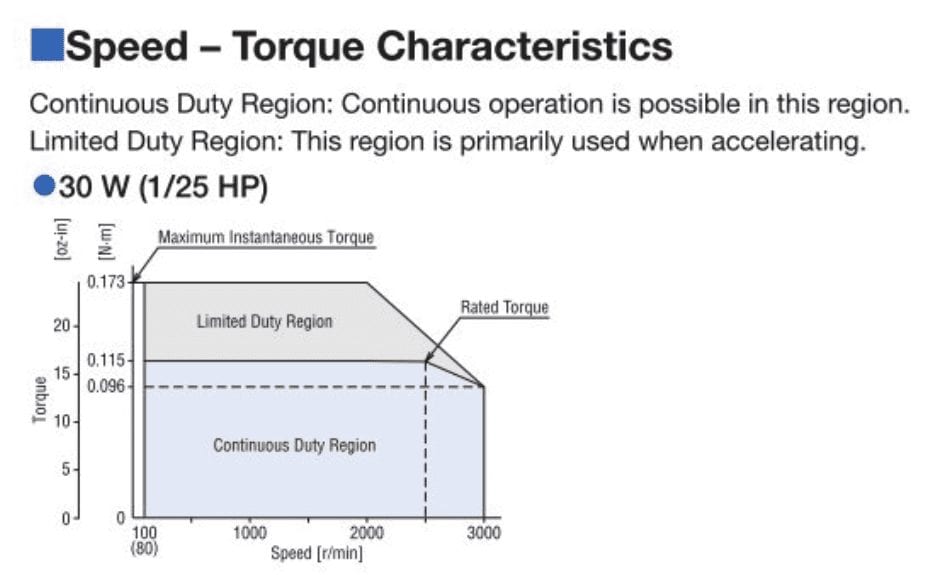
Charge Time: To figure out how long it would take to charge the flywheel, we measured the total amount of time it took to accelerate to 250 rpm.
Result: It took 150 seconds to completely charge. This passed our testing criteria of a five minute maximum charge time. We also note that the motor is capable of charging faster if the torque overload alarm is turned off.
Brake Time: To figure out how long it would take to stop the flywheel, we measured the total amount of time it took to decelerate from 250 rpm to stopped.
Result: With just the motor brake, it took 9.7 seconds to come to a complete stop. While this result is good, it did not pass our initial criteria.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}